Roncsolásmentes anyagvizsgálatok
Egyik látogatóm, Végh Balázs, ellát érdekességek címszavakhoz alkalmas
információval. A tőle kapott összefoglaló alapján foglalom össze a roncsolásmentes
anyagvizsgálatok érdekes témakörét. Az alkalmazott eljárások közül némelyik
megtalálható már lexikonomban.
 A roncsolásmentes
anyagvizsgálatok rendkívül fontosak a szerkezetek biztonságos és megbízható
működésének (integritásának), reális állapotának és maradék élettartamának megítéléséhez.
Alapvető fontosságúak a korszerű, gazdaságos és biztonságos üzemeltetésükhöz.
A méréstechnika és a hozzá kapcsolódó elektronika fejlődése lehetővé teszi a
szerkezetek, létesítmények (például hidak, hajók, repülőgépek, erőművek) üzemeltetési
feltételeinek, maradék élettartamának egyre nagyobb pontosságú becslését.
A roncsolásmentes
anyagvizsgálatok rendkívül fontosak a szerkezetek biztonságos és megbízható
működésének (integritásának), reális állapotának és maradék élettartamának megítéléséhez.
Alapvető fontosságúak a korszerű, gazdaságos és biztonságos üzemeltetésükhöz.
A méréstechnika és a hozzá kapcsolódó elektronika fejlődése lehetővé teszi a
szerkezetek, létesítmények (például hidak, hajók, repülőgépek, erőművek) üzemeltetési
feltételeinek, maradék élettartamának egyre nagyobb pontosságú becslését.
A műszaki gyakorlatban többféle roncsolásmentes vizsgálatot alkalmaznak,
a módszerek eredményességét azonban sok tényező befolyásolja (például az anyagminőség,
az anyagvastagság, a hiba nagysága és helyzete, a hiba jellege, a vizsgálati
körülmények, a gazdaságossági szempontok). Különböző típusú, méretű, elhelyezkedésű
hibák megtalálása, méreteinek meghatározása eltérő vizsgálati módszert igényelhet.
Nézzük meg kicsit részletesebben a roncsolásmentes anyagvizsgálatoknál alkalmazott
jellemző módszereket.
Szemrevételezés, Festékpenetrációs vizsgálat, Mágnesezhető poros vizsgálat, Röntgen vizsgálat, Ultrahangos vizsgálat, Örvényáramos repedésvizsgálat
Szemrevételezés
 Felületen elhelyezkedő hibák kimutatásának legegyszerűbb módszere a szemrevételezés.
Felületen elhelyezkedő hibák kimutatásának legegyszerűbb módszere a szemrevételezés.
Repülőgépek és különböző termelő berendezések üzemeltetésénél mindennapos eljárás.
Alkalmazása történhet önálló eljárásként (nagyobb méretű hibák feltárására),
de sok esetben valamely más vizsgálat kiegészítőjeként is. Az emberi szem felbontóképessége
és érzékenysége nagymértékben különbözik az egyéb észlelési módszerektől, és
a gépi, automatikus észlelésekkel összehasonlítva nem elhanyagolható a szubjektív
hatás sem (pl. a vizsgálatot végző személy fizikai vagy pszichés állapota).
Nagyobb számú azonos alkatrész vizsgálatánál, a megfelelő dokumentálást is
biztosító és a szubjektivitástól is mentesebb gépi vizsgálatokat célszerű választani.
Egyedi vizsgálatnál, vagy előzetes tájékozódás esetén hasznosabb a sokszor több
részletet feltáró szemrevételezés.
Fontos eljárás a szükséges karbantartások meghatározásánál. Sok meghibásodás
egyszerű szemrevételezéssel megállapítható a szakemberek számára. Eldönthető,
hogy szükséges-e azonnali beavatkozás, vagy elég jelezni a hibát és ráér elhárítani
a legközelebbi szokásos karbantartás során.
Festékpenetrációs vizsgálat
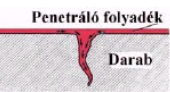 A vizsgálat során a vizsgálandó felületre - annak megfelelő megtisztítása után
- egy, szabad szemmel jól látható színű (vagy fluoreszkáló) folyadékot kell
feljuttatni az előírt módon.
A vizsgálat során a vizsgálandó felületre - annak megfelelő megtisztítása után
- egy, szabad szemmel jól látható színű (vagy fluoreszkáló) folyadékot kell
feljuttatni az előírt módon.
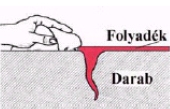 Meghatározott idő eltelte után (amíg a jelző anyag a felületi repedésbe behatol)
a festékanyagot el kell távolítani a munkadarab felszínéről.
Meghatározott idő eltelte után (amíg a jelző anyag a felületi repedésbe behatol)
a festékanyagot el kell távolítani a munkadarab felszínéről.
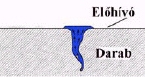 Ezután az "előhívó" anyag felhordása következik, ami a repedésekbe
beszivárgott jelzőanyag felszínre emelését végzi el. A repedésekben megmaradt
és onnan visszaszívott festék az előhívó rétegen éles kontraszttal mutatja meg
a repedés helyét.
Ezután az "előhívó" anyag felhordása következik, ami a repedésekbe
beszivárgott jelzőanyag felszínre emelését végzi el. A repedésekben megmaradt
és onnan visszaszívott festék az előhívó rétegen éles kontraszttal mutatja meg
a repedés helyét.
Az eljárás hátránya, hogy csak bizonyos méreten felüli felületi, vagy felületre
nyitott repedések kimutatása lehetséges ilyen módon. Porózus felületű munkadarabok
nem vizsgálhatók, mert a pórusok hibaként jelennek meg.
Mágnesezhető poros vizsgálat
A mágneses erővonalak irányát a vizsgálandó anyagban található eltérő anyagú
és mágneses permeabilitású részek eltérítik. A felületre felhordott vizsgálóanyag
révén az erővonalak láthatóvá tehetők, így a hiba helye meghatározható.
A vizsgálatot csak ferromágneses anyagokon lehet elvégezni.

Két fő változata létezik, a száraz poros valamint a nedves vizsgálati módszer.
A száraz változat egyszerűbb és a felülethez közel eső hibák esetében pontosabb,
míg a nedves mágneses eljárás kisebb repedésméret esetében is nagyobb felismerési
pontosságot tesz lehetővé.
Röntgen vizsgálat
 Megfelelő
ipari röntgenkészülékkel sok alkatrész, eszköz, tárgy, hegesztési varrat, stb.
esetleges belső hibái vizsgálhatók.
Megfelelő
ipari röntgenkészülékkel sok alkatrész, eszköz, tárgy, hegesztési varrat, stb.
esetleges belső hibái vizsgálhatók.
Anyagvizsgálati célokra is a röntgensugárzás azon tulajdonságát használhatják
fel, hogy valamely tárgyon való áthaladás során a sugárzás intenzitása csökken,
az anyagra jellemző elnyelési együttható függvényében.
A röntgensugárzás
sokféle módon kimutatható (Geiger-Müller számláló, ionizációs kamra, stb.),
anyagvizsgálatra azonban a fényérzékeny filmes eljárást alkalmazzák, így a film
egyben
dokumentációként is szerepel.
Mivel az elkészített felvétel a vizsgált alkatrész egy adott irányú vetülete,
ezért a hibának is vetületi képe nyerhető. A hiba pontos meghatározáshoz többirányú
felvétel készítése szükséges.
Ultrahangos vizsgálat
 Az ultrahangos
vizsgálat során az ultrahangnak
azt a tulajdonságát használják fel, hogy különböző közegekben eltérő sebességgel
halad és a más-más akusztikai
sűrűségű anyag határához érve az ultrahangnyaláb
elhajlik, illetve
visszaverődik. Ilyen
eltérő akusztikai
tulajdonságú anyag lehet a hegesztési
varratban található estleges zárvány
(gáz vagy salak)
illetve repedés.
Az ultrahangos
vizsgálat során az ultrahangnak
azt a tulajdonságát használják fel, hogy különböző közegekben eltérő sebességgel
halad és a más-más akusztikai
sűrűségű anyag határához érve az ultrahangnyaláb
elhajlik, illetve
visszaverődik. Ilyen
eltérő akusztikai
tulajdonságú anyag lehet a hegesztési
varratban található estleges zárvány
(gáz vagy salak)
illetve repedés.
A hibátlan alkatrészek esetében csak a darab határfelületéről verődik
vissza az ultrahang,
amennyiben hibás részeket is tartalmaz az alkatrész úgy a hiba felületéről is
tapasztalhatóvisszaverődést.
Az ultrahangos
vizsgálatok megbízhatósága a digitális technológia fejlődésével egyre növekszik.
E technológia további előnye az adatok tárolásának, reprodukálhatóságának, adatok
továbbításának terén tapasztalható.
Örvényáramos repedésvizsgálat
 Ha egy tekercsben
váltakozó áram folyik
akkor a tekercs körüli
térben váltakozó mágneses
mező indukálódik
(H1). Ebben a mágneses
térben az odahelyezett elektromos
vezetőben a változó mágneses
mező hatására váltakozó
áram indukálódik
(I2 örvényáram).
A keletkezett örvényáram
iránya olyan, hogy az általa létrehozott mágneses mező (H2) a H1 mágneses
mezőt gyengíteni igyekszik. Repedések, egyéb felületi hibák megváltoztatják
a felületen indukálódó örvényáram
nagyságát és ez a változás megmutatkozik a H2 mágneses
mező nagyságában is. Az anyagvizsgálat során érzékeny elektronikus
készülékkel mérik az említett változást.
Ha egy tekercsben
váltakozó áram folyik
akkor a tekercs körüli
térben váltakozó mágneses
mező indukálódik
(H1). Ebben a mágneses
térben az odahelyezett elektromos
vezetőben a változó mágneses
mező hatására váltakozó
áram indukálódik
(I2 örvényáram).
A keletkezett örvényáram
iránya olyan, hogy az általa létrehozott mágneses mező (H2) a H1 mágneses
mezőt gyengíteni igyekszik. Repedések, egyéb felületi hibák megváltoztatják
a felületen indukálódó örvényáram
nagyságát és ez a változás megmutatkozik a H2 mágneses
mező nagyságában is. Az anyagvizsgálat során érzékeny elektronikus
készülékkel mérik az említett változást.
A módszer legfontosabb sajátossága, hogy csak elektromos
vezető anyagok esetében
használható, és a "Skin-effektus" jelentkezése miatt csak korlátozott
mértékű az ellenőrizhető anyagmélység.
Felhasznált irodalom